Org. Synth. 2007, 84, 242
DOI: 10.15227/orgsyn.084.0242
SYNTHESIS OF ELECTRON-DEFICIENT SECONDARY PHOSPHINE OXIDES AND SECONDARY PHOSPHINES: BIS[3,5-BIS(TRIFLUOROMETHYL)PHENYL]PHOSPHINE OXIDE and BIS[3,5-BIS(TRIFLUOROMETHYL)PHENYL]PHOSPHINE
Submitted by: Carl A. Busacca, Jon C. Lorenz, Paul Sabila, Nizar Haddad, and Chris H. Senanayake
1.
Checked by Scott E. Denmark and Christopher S. Regens.
1. Procedure
A. Bis[3,5-bis(trifluoromethyl)phenyl]-phosphine oxide (2). To an oven-dried, 1-L, three-necked, round-bottomed flask equipped with a magnetic stir-bar, and fitted with a graduated 250-mL pressure-equalizing addition funnel (fitted with a septum) in the center neck, a thermocouple inserted through a rubber septum in the left neck, and an inert gas inlet valve in the right neck, is evacuated (0.03 mmHg vacuum) and backfilled three times with argon. The flask is charged with 3,5-bis(trifluoromethyl)bromobenzene 1 (59.2 mL, 343 mmol, 3.3 equiv, Note 1) followed by anhydrous THF (60 mL, Note 2) through the addition funnel septum cap with a syringe. The addition funnel is then charged with isopropylmagnesium chloride (171.5 mL, 343 mmol, 3.3 equiv, 2.0 M solution in THF, Note 3) via cannula under argon pressure. The flask is then placed in a dry-ice/acetone bath. When the internal temperature reaches –30 °C, the solution of isopropylmagnesium chloride is added rapidly over 10 min. The internal temperature at the conclusion of the addition is −60 °C. Tetrahydrofuran (10 mL, added through the addition funnel septum cap with a syringe) is used to wash the walls of the addition funnel into the flask. The dry-ice/acetone bath is then replaced by an ice/H2O bath. The internal temperature rapidly rises to a maximum of 9 °C in approximately 5 min, to give a clear, brown solution, then the internal temperature rapidly falls to 2 °C (Note 4). At this time a 50 μL aliquot is removed by syringe through the septum in the left neck of the flask, and is quenched into a biphasic mixture of Et2O/2 M HCl (~ 2 mL). The aqueous layer is removed and the organic solution is back extracted with H2O (1 mL). The organic layer is filtered through a SiO2 plug (1 mm × 2 cm), which is eluted with Et2O (~2 mL). The filtrate is analyzed by gas chromatography to monitor reaction progress (Notes 5 and 6). An additional portion of isopropylmagnesium chloride solution (5 mL, 10 mmol, 3% of the original Grignard charge) is added at once by syringe at 1 °C through the septum in the left neck of the flask. After an additional 0.5 h, GC analysis of a quenched aliquot indicates that Grignard exchange is complete (total reaction time 1 h after the initial exotherm).
The addition funnel is then charged with THF (30 mL) followed by diethyl phosphite (13.7 mL, 104 mmol, 1 equiv, Note 7) through the septum cap with a syringe. The reaction solution is again cooled in a dry-ice/acetone bath. When the internal temperature reaches –60 °C, the phosphite solution is added drop-wise over 10 min, causing the internal temperature to rise to –50 °C. The cold bath is removed, and the reaction is allowed to warm to ambient temperature (~18–20 °C). After one hour at ambient temperature, GC analysis of a quenched aliquot indicates the reaction is complete to give phosphine oxide 2 (tR = 6.90 min, GC Method 2). The reaction mixture is then cooled to 5 °C internal temperature in an ice/H2O bath, and 3 N HCl (175 mL) is added by addition funnel over 15 min. The addition funnel is removed and saturated aqueous NaCl solution (150 mL) is then added at once. Then EtOAc (250 mL) is added and the biphasic mixture is transferred to a 1-L separatory funnel. The phases are separated and the aqueous phase is back-extracted with EtOAc (250 mL). The combined organic extracts are then dried (MgSO4, 50 g, Note 8), filtered into a 1-L round-bottomed flask and the solvent is removed with rotary evaporation under reduced pressure. The residue is further dried under high vacuum (0.02 mmHg, 15 min) to remove the 1,3-bis(trifluoromethyl)benzene by-product (Note 9). The resulting orange-brown solid is dissolved in boiling MTBE (90 – 110 mL) in a 1-L round-bottomed flask, equipped a magnetic stir-bar, and a 125-mL pressure-equalizing addition funnel with an argon adaptor at the top. The contents are allowed to cool to ambient temperature under argon, with stirring, causing a thick, brown slurry to form (Note 10). Hexanes (140 mL) are added over 10 min to this slurry through the addition funnel (Note 11). The mixture is then stirred for an additional 10 min to break up any large solids, and the mixture is filtered through a medium-fritted filter funnel, washing the flask and filter cake with MTBE (5 mL). The solid is dried under a vigorous stream of argon, from an inverted funnel, flowing over the filter cake. After 2 h, compound 2 (36.0–37.1 g, 73–75%) is obtained as a powdery, white solid (Note 12).
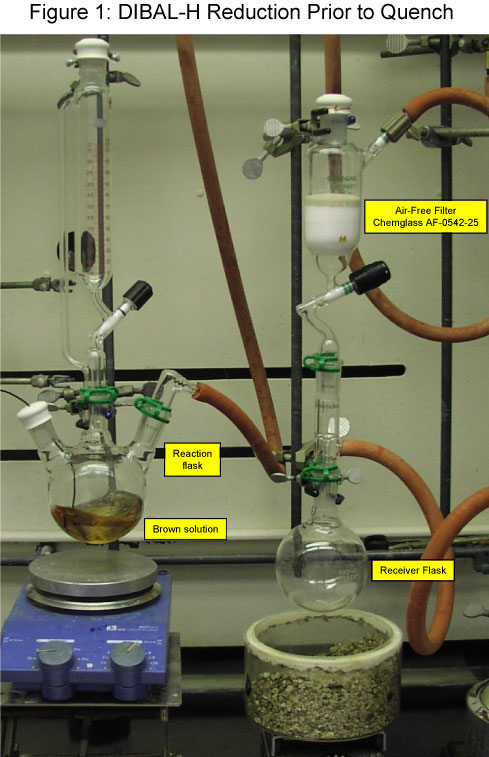
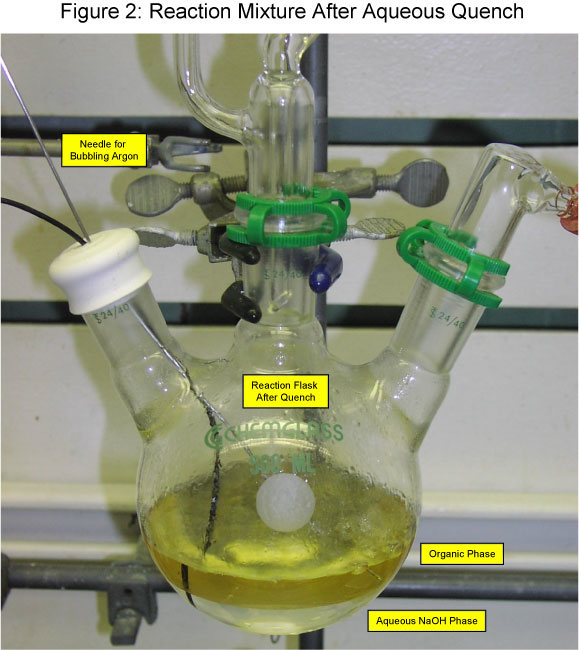
B. Bis[3,5-bis(trifluoromethyl)phenyl]phosphine (3). A 500 mL, three-necked, round-bottomed flask containing a magnetic stir-bar is fitted with a 125-mL pressure-equalizing addition funnel (fitted with a rubber septum) in the center neck, a thermocouple through a rubber septum in the left neck, and an inert gas valve in the right neck. Phosphine oxide 2 (10.0 g, 21.0 mmol, 1 equiv) is added under a flow of argon by removal of the inert gas valve. After replacement of the inert gas valve, MTBE (50 mL, Note 13) is added via syringe to the flask through the septum on the addition funnel. The resulting slurry is stirred under argon at ambient temperature for 5 min. The addition funnel is then charged with DIBAL-H (42.2 mL, 42.2 mmol, 1.0 M solution in cyclohexane, 2 equiv, Note 14). This solution is then added drop-wise to the substrate slurry over 10 min. The internal temperature rises to a maximum temperature of 36 °C and a brown solution forms (Fig. 1). The addition funnel is rinsed with MTBE (5 mL). The resulting mixture is then stirred for 1 h, and then is placed in a dry-ice/acetone bath. A needle connected to an argon source is inserted through the flask septum and positioned beneath the solution surface, so that a slow stream of argon is bubbled through the solution (Note 15). The addition funnel is charged with an aqueous 2 N NaOH solution (80 mL). This solution is added drop-wise to the reaction mixture over ~ 15 min. The internal temperature rises to –27 °C during the addition (Note 16). The cold bath is replaced by a water bath (30–35 °C) to raise the internal temperature to approximately 20 °C, and the mixture is stirred for an additional 15 min at this temperature (Note 17). Stirring is stopped, and two clear phases are observed (See Fig. 2). A 32-cm, 18-gauge needle attached to a 60-mL polyethylene syringe is inserted through the flask septum with the needle tip pressed against the bottom of the flask. The lower (aqueous) phase is removed by syringe and discarded as waste. The addition funnel is charged with H2O (40 mL) by syringe through the addition funnel septum cap and added to the reaction flask by slow addition over approximately 5 min. The mixture is stirred for 5 min, then the lower (aqueous) phase is removed by syringe through flask septum and discarded as waste, leaving the solution of crude secondary phosphine 3 in the reaction flask.
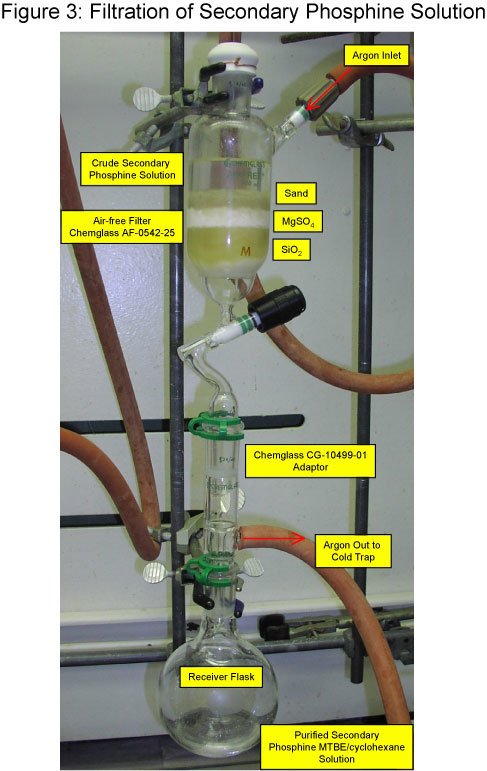
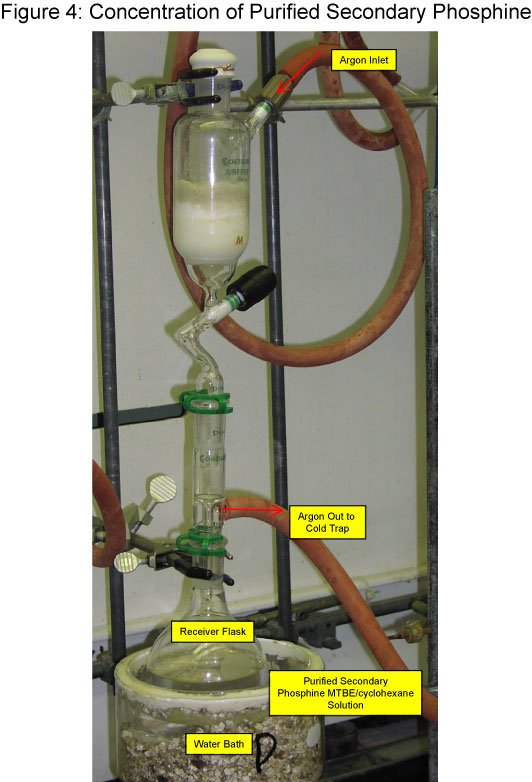
An Airfree filter is charged with Merck silica gel 60 (32 g) followed by anhydrous MgSO4 (28 g), and topped with sand (30 g) (Note 18, see Fig. 1). The filter is then sealed with a rubber septum that is further secured with a piece of copper wire. The bottom of the Airfree filter is connected to a vacuum take-off adapter (Note 19), which in turn is connected to a 500-mL, one-necked, round-bottomed flask used as receiver. The side arm of the vacuum take-off adapter is connected with a short piece of rubber tubing to a Florence flask cold trap (Note 20) that is cooled to −78 °C in a dry-ice/acetone bath to collect the evaporated organic solvents. The cold trap is vented to an argon bubbler. All joints of the Airfree filter apparatus are greased with Dow silicon grease (Note 21). A mixture of cyclohexane/MTBE (5:1, 100 mL) is then injected by syringe through the septum cap of the Airfree funnel containing the silica gel/MgSO4 column. A slight argon pressure is applied from the upper valve of the Airfree filter, and the solvent is passed through to wet the solids. The receiver flask is removed and the wash solvent discarded as waste. A new, oven-dried, 500-mL one-necked receiver flask is then installed, and argon is purged gently through the system for approximately 5 min. The organic phase from the reaction flask containing the crude secondary phosphine is removed by syringe and injected through the septum cap of the Airfree filter onto the column (see Fig. 3). At the same time, a cyclohexane/MTBE mixture (5:1, 100 mL) is charged to the reaction flask by syringe (Notes 15, 22). A slight positive pressure of argon is applied to the upper valve of the Airfree filter as before, slowly flowing the secondary phosphine solution through the column. Then, 100 mL of the solvent mixture is injected through the septum cap of the Airfree filter and is passed through the solids under a slight argon pressure to wash the remaining column contents into the receiver flask. The entire product is now contained in the 500-mL receiver flask (Fig. 4, Note 23).
The receiver flask is placed in a warm water bath (32 – 40 °C) (Note 24). The rate of argon flow through the Airfree filter side arm is then increased, causing the solvents to be removed from the secondary phosphine product by evaporation, with solvent condensation in the attached cold trap (Note 25). After approximately 8 h, all the solvent is removed and the product secondary phosphine 3 (7.7–7.8 g, 79–83% yield) is obtained as a white crystalline solid in the receiver (Fig. 5, Note 26).
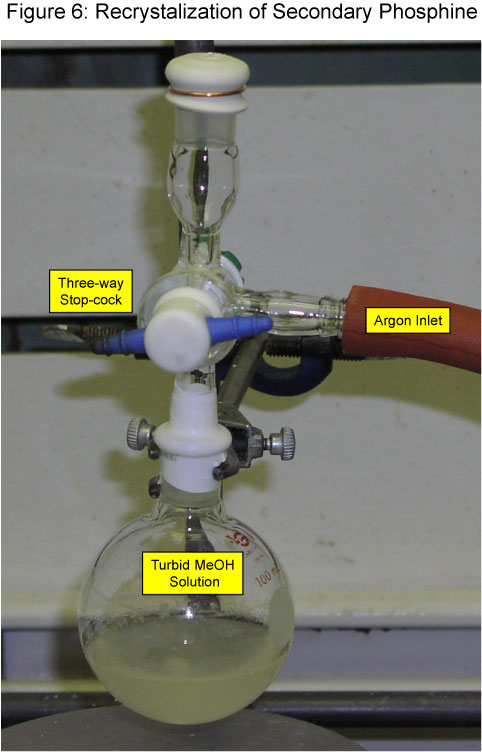
The secondary phosphine can be recrystallized by working in a dry box. The solid is transferred to a one-necked, 100-mL, round-bottomed flask equipped with a magnetic stir-bar, and a septum-sealed, Teflon-taped three-way adaptor. The flask is removed from the dry-box and the adaptor is attached to an argon inert gas line. A 20-gauge needle is inserted through the septum as a vent, then degassed MeOH (18 mL) is added via syringe. The contents are then magnetically stirred and heated with a heat gun until all the solids dissolved. The needle is removed and the flask is isolated from the septum by turning the three-way stopcock. The contents are allowed to cool to ambient temperature. When the contents became turbid (Fig. 6), the flask is placed in an ice bath for 1 h. While still in the ice-bath, the mother-liquor is cannula-transferred to another septum-sealed, one-necked, 100-mL, round-bottomed flask that is purged three times with argon. The crystals remaining are washed with chilled (0 °C) degassed MeOH (5 mL) and the wash is transferred to the flask containing the mother liquor. The crystals are further dried under reduced pressure (0.03 mmHg) for 30 min and then are transferred to the dry-box for isolation (crop 1, 6.0–6.3 g, 61–64%). The flask containing the mother liquor is transferred to the dry-box and placed in a –20 °C freezer for 12 h. A second crop is collected by vacuum filtration in the dry box to give 0.90–0.36 g (combined crops 6.7–6.9 g, 68–70%) of 3 as colorless needles (Note 27).
2. Notes
1.
3,5-Bis(trifluromethyl)bromobenzene (98%) was purchased from Matrix Scientifics and used as received.
2.
Anhydrous
THF (99.9%, stabilized with ~25 ppm BHT) was purchased from EMD and used as received.
3.
Formation of this Grignard reagent from Mg metal is hazardous and must not be done. Old solutions of isopropylmagnesium chloride of uncertain concentration should not be used.
Isopropylmagnesium chloride in THF was purchased from Aldrich Chemical Co. in a ®-SurePac cylinder. The solution of isopropylmagnesium chloride
was titrated as 2.0 M, using both no-D NMR
12 and the procedure of Watson and Eastham.
134.
The temperature of the Grignard exchange reaction was critical: If the batch temperature was not allowed to exotherm as described, exchange was incomplete, and products derived from addition of unreacted isopropylmagnesium chloride to the phosphite were ultimately formed. An undercharge of isopropylmagnesium chloride was also less problematic than an overcharge of isopropylmagnesium chloride for the same reason.
5.
Analytical gas chromatography (GC) was performed using a Hewlett-Packard 5890 Gas Chromatograph fitted with a flame ionization detector. Two GC methods were used. GC Method 1: Injections were made onto a Hewlett-Packard HP1 (30 m × 0.32 mm) capillary column. Injector temperature was 250 °C; the detector temperature was 300 °C with a H
2 carrier gas flow of 16 mL/min. The column temperature program was as follows: 50 °C for 1 min, 50 °C to 150 °C at 25 °C/min, hold at 150 °C for 5 minutes. Total run time 12 min. GC Method 2: Injector temperature is 250 °C; the detector temperature is 300 °C with a H
2 carrier gas flow of 16 mL/min. The column temperature program is as follows: 50 °C for 1 min, 50 °C to 250 °C at 25 °C/min, hold at 250 °C for 3 minutes. Total run time 12 min. Retention times (
tR) are obtained using Agilent Chemstation software or a Hewlett-Packard 3396 Series II Integrator.
6.
At this point, 4% of aryl bromide
1 (retention time,
tR, = 2.88 min, GC Method 1) still remained, and 1,3-bis(trifluoromethyl)benzene was present at
tR = 1.47 min.
7.
Diethyl phosphite (98%) was purchased from Aldrich Chemical Co. and used as received.
8.
Some phosphine oxides can crystallize as hydrates, so the organic solution had to be well dried to avoid these forms.
9.
Rotary evaporation was preformed at 25 mmHg and the water bath temperature was 40 °C. The boiling point of 1,3-bis(trifluoromethyl)benzene is 116 °C. If the aromatic impurity was not removed, it lowered the yield of the crystallization by partially solubilizing phosphine oxide
2.
10.
The large amounts of solids were difficult to dissolve in MTBE initially. Multiple heating cycles (3–4) using an oil bath (65 °C) were used to completely dissolve all solids. In one case
110 mL of MTBE was needed to complete solubilize the solid.
11.
Hexanes was added to maximize the yield of the crystallization. It could be omitted with a ~5% reduction in yield.
12.
Data for
2 were as follows: mp 127–128 °C;
1H NMR
pdf (500 MHz, CDCl
3) δ: 8.12 (s, 2 H), 8.21 (d,
J = 13.1 Hz, 4 H), 8.33 (d,
1JHP = 507 Hz, 1 H);
13C NMR
pdf (125 MHz, CDCl
3) δ: 122.5 (C(5), q,
1JCF = 273.0 Hz), 127.2 (C(4), m), 130.8 (C(2), dq,
2JCP = 13.1 Hz,
3JCF = 4.5 Hz), 133.1 (C(1), d,
1JCP = 100.4 Hz), 133.2 (C(3), dq,
2JCF = 34.0 Hz,
3JCP = 13.0 Hz);
31P NMR
pdf (202 MHz, CDCl
3) δ: 15.47 (
1JPH = 505 Hz);
19F NMR (469 MHz, CDCl
3) δ: –63.65; IR (Nujol) cm
−1: 3080 (w), 3057(w), 3031(w), 2389 (w), 2210 (w), 1619 (m), 1329 (m), 1277 (s), 1196 (s), 1134 (s), 1002 (w), 960 (s), 914 (s), 845 (s), 681 (s); MS (EI, 70 ev)
m/z (%): 474 (M
+ (100)), 472 (40), 456 (11), 455 (59), 453 (21), 407 (20), 261 (35), 195 (71); Anal. Calcd for C
16H
7F
12OP: C, 40.53; H, 1.49; F, 48.08; Found C, 40.45; H, 1.45; F, 47.82.
13.
Anhydrous
MTBE (99.8%) was purchased from Aldrich Chemical Co. and was used as received.
DIBAL-H/cyclohexane was purchased from Aldrich Chemical Co. and was titrated to 1.0 M using no-D NMR
12 and gas titration according to the method of Brown.
1414.
DIBAL-H is a pyrophoric material, and standard inert atmosphere syringe and cannula transfer methods were used.
15.
All secondary phosphines are air-sensitive compounds. Careful maintenance of inert conditions was critical to successful isolation of these compounds.
16.
The initial portion of the quench was very exothermic, and slow addition of the aqueous base was required. Some ice (H
2O) formed, yet was of no consequence. Gas (isobutane and possibly H
2) was formed during the quench, also requiring controlled addition.
17.
Full hydrolysis of all carbon-aluminum bonds required ambient temperature conditions. If hydrolysis was incomplete, clogging of the silica gel column by the organic phase occurred.
18.
A Chemglass Airfree filter (AF-0542–25) was used. The order of addition of solids to the Airfree filter was critical: The phosphine solution needed to first encounter MgSO
4 (top of column) so that the
dried solution flowed through the silica gel. The solvent system was chosen to allow for elution of non-polar phosphines and retention of more polar impurities.
19.
A Chemglass vacuum take-off adapter (Chemglass CG-1049–01) was used.
20.
A
Florence flask cold trap (Kontes 926400–0500) was used.
21.
Dow Silicone grease part no. 2021846–0702.
22.
Oxygen, a non-polar gas, has a higher solubility in non-polar solvents such as these than in polar solvents. All organic solvents were degassed for 30 min prior to use by bubbling argon through the solution in a two-necked,
1-L round-bottom flask, equipped with septa in both joints. One septum was pierced and a gas dispersion tube was used to bubble argon through the solution. The other septum contained a 20-gauge needle for a bleed.
23.
For many applications of secondary phosphines, this solution was used immediately for the next step (nucleophilic addition, cross-coupling, phosphine-borane formation, etc.), rather than isolating the phosphine in neat form. The solution was collected in a three-neck flask, for example, which served as the reactor for the next step. The solvents used here (MTBE/C
6H
12) were chosen to be compatible with these further transformations.
24.
The water bath was essential for rapid evaporation of the solvent. The water bath temperature was not allowed to exceed 55 °C, because product sublimation was observed at higher temperatures, which lowered the overall yield of phosphine
3.
25.
The cold trap improved the efficiency of the solvent removal, and avoided venting the solvents to the atmosphere. A combination of this argon sweep with an applied vacuum can be used to remove solvent, though increased product oxidation was observed under these conditions.
26.
The yield was determined by weighing the solid in a dry-box. From the evaporation procedure, the secondary phosphine was obtained in 90–95% purity, where phosphine oxide was the major contaminant. The submitters noted that the amount of phosphine oxide did not affect subsequent transformations with the secondary phosphine.
27.
Data for
3: mp 67–70 °C.
1H NMR
pdf (500 MHz, C
6D
6) δ: 4.61 (d,
1JHP = 223.3 Hz, 1H), 7.53 (d,
J = 6.1 Hz, 4H), 7.65 (s, 2H);
13C NMR
pdf (125 MHz, C
6D
6) δ: 123.0 (q,
1JCF = 273.6 Hz), 123.5 (m), 132.6 (dq,
J = 5.9, 34.1 Hz), 134.0 (d,
J = 18.4 Hz), 137.4 (d,
J = 17.5 Hz);
31P NMR
pdf (202 MHz, C
6D
6) δ: −41.66 (
1JPH = 223 Hz);
19F NMR (471 MHz, C
6D
6) δ: −63.29; IR (Nujol) cm
−1: 2319 (w), 1839 (w), 1820 (w), 1616 (w), 1280 (s), 1173 (s), 1125 (s), 1093 (s), 923 (m), 901 (s), 896 (s), 848 (m), 704 (s), 684 (s); MS (EI, 70 ev)
m/z (%): 458 (M
+ (51)), 439 (28), 244 (46), 195 (100), 175 (68); Anal. Calcd for C
16H
7F
12P: C, 41.94; H, 1.54; F, 49.76; Found C, 41.82; H, 1.49; F, 50.27.
3. Discussion
This procedure can be used to prepare a variety of secondary phosphines by reduction of secondary phosphine oxides (SPO's), as we have recently reported.
2 The SPO's are in turn prepared from the combination of Grignard reagents and diethyl phosphite. The arylmagnesium reagent prepared in situ here must be prepared by Knochel Grignard exchange,
3 not from Mg metal.
4 This method successfully reduces all classes of SPO's from electron-deficient to electron-rich, even extremely hindered species such as di
-tert-butylphosphine oxide and dimesitylphosphine oxide (Table 1). The conditions are mild and the reducing agents are among the cheapest available. The reductions are chemoselective, and according to adiabatic calorimetry, are also safe, with typical adiabatic temperature rises of only ~17 °C.
Diphenyldisilane has been used for SPO reductions,
5 but reaction temperatures exceed 200 °C and the silane currently costs ~ $90/mol, more than 50 times the cost of DIBAL-H. Lithium aluminum hydride has been used for this reduction,
6 yet material handling and quenching is hazardous, and primary phosphine impurities are generated with electron-deficient SPO's. Phenylsilane has been employed,
7 but a non-aqueous workup with distillation of the product is required. Many secondary phosphines, such as the one described here, are solids that cannot be readily distilled. Furthermore, when using phenylsilane as the reductant, polysiloxanes are known by-products that must be removed. Phosphorus trichloride in combination with lithium aluminum hydride has been used to generate secondary phosphines from SPO's.
8 This method has the disadvantages of taking two steps rather than one (usually requiring the distillation of the intermediate chlorophosphine, which is often difficult) along with the problems associated with lithium aluminum hydride mentioned above. Trichlorosilane has been used for this reduction,
9 but it has a very low boiling point, 31 °C, and is then routinely used at temperatures 80–100 °C
above its boiling point (refluxing toluene or xylene), creating a hazard. In addition, trichlorosilane works only for electron-rich SPO's that are capable of nucleophilically attacking silicon, and it is commonly used in very large excess (5–20 equivalents). Trichlorosilane is also about twice as expensive as DIBAL-H per mole on a metric ton basis. Finally, borane has been utilized for this reduction.
10 Disadvantages of this reagent include the generation of phosphinous acid borane impurities (a form of unreacted starting material), the need to use a large excess, and a recent severe industrial accident on storage.
11 In summary, the organoaluminum reduction method described here is superior to existing methods in substrate scope, mildness of conditions, chemoselectivity, number of steps, operability, safety, and cost.
Table 1. Reduction of Secondary Phosphine Oxides by iisobutylaluminum Hydride and Triisobutylaluminum.
|
|
Entry
|
R1
|
SM
|
R2
|
Time/Temp. (°C)
|
Al species a
|
Prod
|
Yield
|
|
|
1
|
C6H5
|
1
|
C6H5
|
10m/25
|
D
|
22
|
86
|
|
2
|
4-F-C6H4
|
2
|
4-F-C6H4
|
10m/25
|
D
|
23
|
90
|
|
3
|
4-Cl-C6H4
|
3
|
4-Cl-C6H4
|
10m/25
|
D
|
24
|
83
|
|
4
|
4-Me-C6H4
|
4
|
4-Me-C6H4
|
10m/25
|
D
|
25
|
80b
|
|
5
|
3-F-C6H4
|
5
|
3-F-C6H4
|
10m/25
|
D
|
26
|
89
|
|
6
|
3-Cl-C6H4
|
6
|
3-Cl-C6H4
|
10m/25
|
D
|
27
|
81
|
|
7
|
3-F, 5-Me-C6H3
|
7
|
3-F, 5-Me-C6H3
|
10m/25
|
D
|
28
|
82
|
|
8
|
3,5-F2, 4-OMe-C6H2
|
8
|
3,5-F2, 4-OMe-C6H2
|
10m/25
|
D
|
29
|
90
|
|
9
|
3,5-Cl2-C6H3
|
9
|
3,5-Cl2-C6H3
|
1h/–20
|
D
|
30
|
90
|
|
10
|
3,5-F2-C6H3
|
10
|
3,5-F2-C6H3
|
1h/–20
|
D
|
31
|
80
|
|
11
|
2-Me-C6H4
|
11
|
2-Me-C6H4
|
8h/25
|
D
|
32
|
80
|
|
12
|
4-NMe2-C6H4
|
12
|
4-NMe2-C6H4
|
45m/25c
|
D
|
33
|
92
|
|
13
|
4-OMe-C6H4
|
13
|
4-OMe-C6H4
|
40m/25 c
|
D
|
34
|
91
|
|
14
|
2-OMe-C6H4
|
14
|
2-OMe-C6H4
|
8h/35 c
|
D
|
35
|
75
|
|
15
|
C6H5
|
15
|
i-Pr
|
10m/25
|
D
|
36
|
90
|
|
16
|
C6H5
|
16
|
t-Bu
|
4h/50
|
D
|
37
|
86
|
|
17
|
n-Bu
|
17
|
n-Bu
|
1h/25
|
D
|
38
|
85
|
|
18
|
C6H11
|
18
|
C6H11
|
4h/50
|
D
|
39
|
88
|
|
19
|
t-Bu
|
19
|
t-Bu
|
4h/50
|
D
|
40
|
87
|
|
20
|
3,5-(CF3)2-C6H3
|
20
|
3,5-(CF3)2-C6H3
|
15m/25
|
D
|
41
|
72
|
|
21
|
3-F, 5-Me-C6H3 + PhI d
|
7
|
3-F, 5-Me-C6H3 + PhI d
|
30m/25
|
T
|
28
|
82
|
|
22
|
3-F, 5-Me-C6H3 + PhCONMe2 d
|
7
|
3-F, 5-Me-C6H3 + PhCONMe2 d
|
30m/25
|
T
|
28
|
81
|
|
23
|
2,4,6-Me3-C6H2
|
21
|
2,4,6-Me3-C6H2
|
24h/70 e
|
T
|
42
|
75
|
|
|
a D = DIBAL-H; T = i-Bu3Al. b Yield of phosphine borane complex c 5 eq. DIBAL-H used dcompetition experiment e 8 eq. i-Bu3Al used
|

Appendix
Chemical Abstracts Nomenclature (Collective Index Number);
(Registry Number)
Bis[3,5-bis(trifluoromethyl)phenyl]-phosphine oxide (15979-14-3)
3,5-Bis(trifluoromethyl)bromobenzene:
Benzene, 1-bromo-3,5-bis(trifluoromethyl)-; (328-70-1)
Diethyl phosphite:
Phosphonic acid, diethyl ester : (762-04-9)
Bis[3,5-bis(trifluoromethyl)phenyl]phosphine (166172-69-6)
DIBAL:
Aluminum, hydrobis(2-methylpropyl)-; (1191-15-7)
 |
Dr. Carl A. Busacca obtained his undergraduate degree from North Carolina State University. After three years with Union Carbide in North Carolina, he attended graduate school at Colorado State University, where he received his Ph.D. with Professor A.I. Meyers in 1989. He joined Sterling Winthrop in Rensselaer, New York. In 1994, Dr. Busacca joined the Department of Chemical Development at Boehringer-Ingelheim, where he is currently Distinguished Scientist. His research interests include the design of convergent chemical processes, the use of NMR in studying reaction mechanisms, asymmetric catalysis and the development of new organophosphorus chemistry.
|
 |
Jon C. Lorenz received a B.A. degree in Chemistry from Whitman College, Walla Walla, WA in 1995. He then joined the Peace Corps and taught science in the North West Province of Cameroon. He then began his graduate studies at Colorado State University, where he received a Ph.D. in organic chemistry under the guidance of Professor Yian Shi in 2002. Subsequently, he joined the Department of Chemical Development at Boehringer Ingelheim Pharmaceuticals in Ridgefield, CT where he is currently a Principal Scientist. His research interests include the development and application of catalytic asymmetric reactions, and the many facets of process development.
|
 |
Paul S. Sabila was born in 1976 in Trans-Nzoia, Kenya. He completed his undergraduate studies at the University of Nairobi in 1999. He then joined the laboratory of Dr. Amy R. Howell at the University of Connecticut where he graduated with his Ph.D. in 2006. He also did an internship at Boehringer-Ingelheim Pharmaceuticals under the supervision of Dr. Carl Busacca. He is currently pursuing postdoctoral work in the laboratory of Dr. Dennis L. Wright, Department of Medicinal Chemistry, University of Connecticut.
|
 |
Dr. Nizar Haddad was born and raised in Israel. He received his B.A. degree in 1984 and his D.Sc. degree in chemistry from the Technion, Israel Institute of Technology with Professor D. Becker in 1988. After postdoctoral research at the University of Chicago with Professor J. D. Winkler and additional postdoctoral work at Harvard University with Professor Y. Kishi, he joined the faculty in the Chemistry Department at the Technion, Israel in 1991. Following a one-year sabbatical leave with Professor K. C. Nicolaou at the Scripps Research Institute, he joined Boehringer Ingelheim Pharm. Inc. in 1998 where he is currently Senior Principal Scientist.
|
 |
Dr. Chris H. Senanayake obtained his Ph.D. at Wayne State University in 1987 where he worked on the total synthesis of complex natural products. He then undertook a postdoctoral fellow with Professor Carl R. Johnson and worked on the total synthesis of polyol systems such as amphotericin B and compactin analogous. He joined the Merck Process Research Group in 1990 as a Senior Research Chemist. In 1996, he joined Sepracor, Inc. as Director of Chemical Process Research. He was appointed as Executive Director of Chemical Process Research in 2001. In 2002, he joined Boehringer Ingelheim Pharmaceuticals, Inc. as Director of Chemical Process Research. In 2005, he was appointed as VP, Chemical Development.
|
 |
Chris Regens was born and raised in Illinois and received his B.A. degree in Chemistry from Lake Forest College, where he performed undergraduate research with Professor William Martin. In 2003, he began his graduate studies at the University of Illinois at Urbana Champaign, under the guidance of Professor Scott Denmark. His research focuses on the application of silicon-based cross-coupling reaction for the total synthesis of complex natural products, which has recently culminated in the total synthesis of papulacandin D.
|
Copyright © 1921-, Organic Syntheses, Inc. All Rights Reserved